Sealless Pumps for a Safer and Greener World

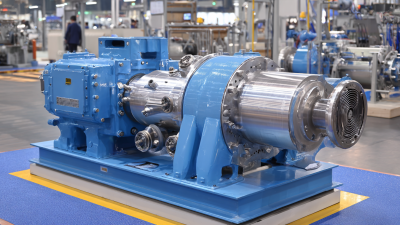
In recent years, the industrial sector has increasingly recognized the importance of using reliable and efficient pumping solutions to enhance operational performance and reduce downtime. One such solution is the API 685 canned motor pump, a specialized equipment designed to handle a variety of challenging fluid transfer applications. According to a report by the Global Market Insights, the global canned motor pump market is projected to surpass $1 billion by 2026, driven by the growing need for high-efficiency pumping systems in oil and gas, chemical, and power generation industries. These pumps are lauded for their unique construction, which eliminates the need for packing or seals, thereby significantly reducing maintenance costs and the risk of leaks. As industries continue to prioritize sustainability and operational excellence, understanding the benefits of API 685 canned motor pumps becomes essential for stakeholders aiming to leverage cutting-edge technology for enhanced productivity and safety.
API 685 canned motor pumps are specifically designed for the chemical processing industries, where the handling of hazardous and corrosive fluids is common. One of the key advantages of these pumps is their hermetically sealed design, which eliminates the risk of leaks. According to a report by Grand View Research, the global market for canned motor pumps in chemical applications is expected to reach USD 1.24 billion by 2025, reflecting the industry's growing demand for safer and more efficient pumping solutions. This leak-proof operation significantly enhances safety for both personnel and the environment, making it easier for companies to comply with stringent regulatory standards.
Additionally, API 685 pumps require less maintenance compared to traditional centrifugal pumps, leading to reduced operational costs. As per a study by the Research Institute of Washington, downtime associated with maintenance can account for over 20% of total operational costs in chemical processing plants. By using canned motor pumps, many facilities have reported a decrease in maintenance-related costs by up to 30%. This means companies can not only protect their investment but also improve productivity, making API 685 canned motor pumps an increasingly popular choice in the industry.
| Feature | Description | Benefits |
|---|---|---|
| Leakage Prevention | Canned motor design eliminates external leakage paths. | Reduces environmental impact and increases safety. |
| Space Efficiency | Compact design suitable for restricted spaces. | Optimal use of floor space in chemical processing facilities. |
| Low Noise Operation | Designed for quiet performance. | Improves workplace conditions and reduces noise pollution. |
| High Reliability | Durable construction with less wear and tear. | Minimizes downtime and maintenance costs. |
| Versatility | Suitable for various fluids, including corrosive substances. | Enhances operational flexibility in diverse applications. |
| Energy Efficiency | Low power requirements with high performance. | Reduces energy costs and environmental footprint. |
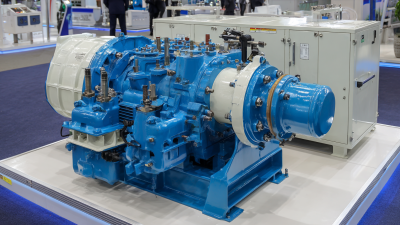
Canned motor pumps, as highlighted in API 685 standards, provide significant advantages in enhancing the safety features of industrial applications. One of the most critical aspects of these pumps is their hermetically sealed design, which eliminates the need for external shaft seals. This design minimizes the risk of leaks, reducing the potential for hazardous fluid exposure to the environment and personnel. In industries where toxic or corrosive fluids are handled, this containment is crucial in maintaining a safe operational environment.
Moreover, the simplified construction of canned motor pumps contributes to reduced vibration and noise levels during operation. This feature not only enhances the safety of the operational environment but also improves equipment longevity and reliability. By minimizing wear and tear caused by excessive vibrations, these pumps ensure consistent performance and lower maintenance needs, which further mitigates safety risks associated with equipment failure. Overall, the implementation of API 685 canned motor pumps significantly boosts safety measures in industrial operations, leading to a more secure workplace for all employees involved.
The chart above illustrates the key benefits of using API 685 canned motor pumps in industrial applications. Each bar represents the effectiveness of different features such as safety, efficiency, maintenance, environmental impact, and cost-effectiveness, emphasizing how these pumps enhance operational safety and reduce risks.
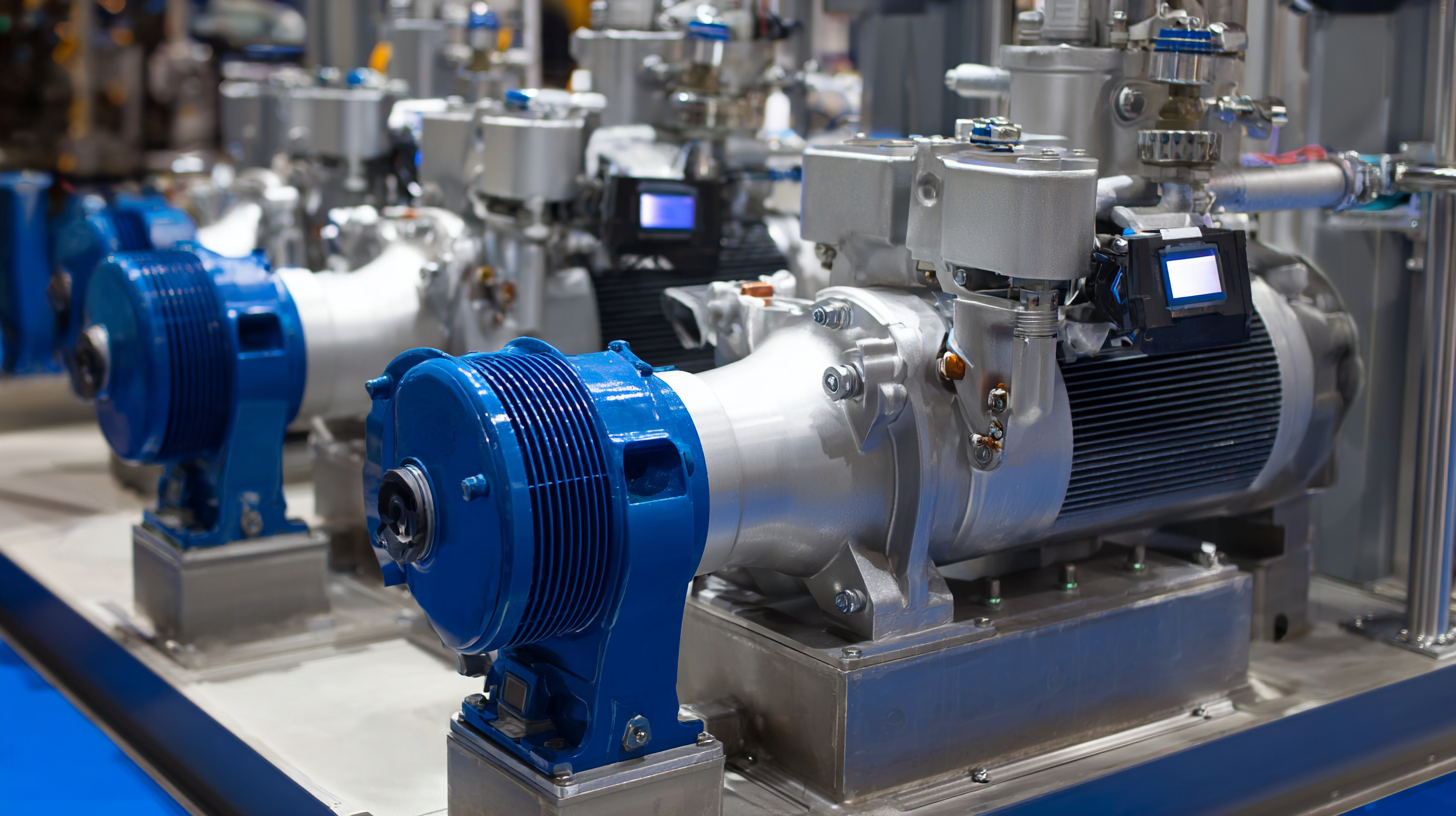
API 685 canned motor pumps are recognized for their outstanding energy efficiency and cost savings in industrial applications. By utilizing a fully enclosed motor design, these pumps minimize energy losses that typically occur in conventional pumps. This innovative design eliminates the need for seals, which not only reduces maintenance costs but also enhances operational longevity. As energy consumption is a significant factor in the overall operational costs of industrial plants, the efficiency of API 685 pumps can lead to substantial savings over time.
Furthermore, the compact design of canned motor pumps allows for reduced space requirements, making them an excellent choice for facilities with limited installation space. The elimination of external seal systems also means that these pumps are less prone to leaks, further lowering the risk of environmental hazards and the associated costs of containment and remediation. Overall, the implementation of API 685 technology can drastically improve both the economic and environmental aspects of industrial operations, offering a sustainable solution that aligns with modern industry efficiency goals.
Canned motor pumps, as defined in API 685 standards, are increasingly recognized for their environmental advantages in industrial applications. These pumps operate with a sealed motor, minimizing the risk of fluid leakage into the environment. According to a report by the American Petroleum Institute, leakage from traditional pumps can contribute to significant operational hazards and environmental contamination, particularly in sectors such as petrochemicals and water treatment. The enclosed design of canned motor pumps not only mitigates this risk but also enhances worker safety by reducing exposure to harmful substances.
Moreover, the energy efficiency of canned motor pumps presents a compelling argument for their adoption. A study by the Efficiency Valuation Organization indicates that adopting energy-efficient technologies can result in energy savings of up to 30% in industrial settings. Since canned motor pumps typically operate at higher efficiencies than conventional pumps, industries can achieve substantial reductions in greenhouse gas emissions. Beyond regulatory compliance, companies that integrate these pumps into their systems are often seen as leaders in sustainable practices, further bolstering their reputation and market position.
In the realm of industrial applications,
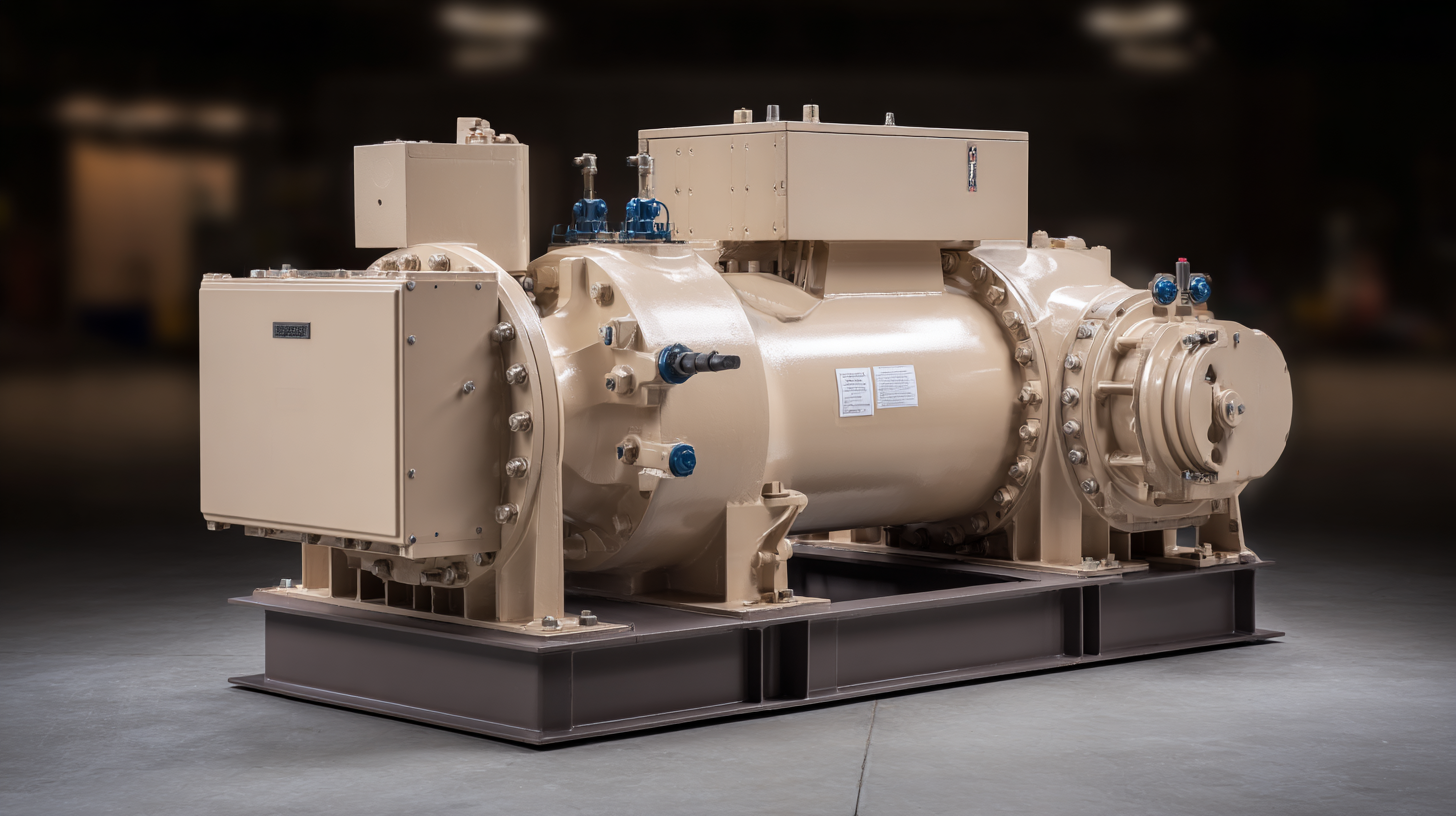
API 685 canned motor pumps offer distinct advantages over traditional pump systems. One of the primary differences lies in the design: API 685 pumps have an integrated motor that eliminates the need for a separate drive mechanism, resulting in a more compact and efficient setup. This configuration not only reduces the risk of leaks and minimizes maintenance requirements but also enhances safety by preventing exposure to hazardous fluids.
Compared to traditional pumps, which often require elaborate sealing systems and regular monitoring, API 685 pumps provide a significant reduction in downtime. Their robust construction is designed to handle challenging conditions, ensuring reliable performance in critical environments. Additionally, the energy efficiency of canned motor pumps often surpasses that of conventional systems, contributing to lower operational costs. These benefits make API 685 pipelines a compelling option for industries prioritizing both reliability and safety in their fluid handling processes.