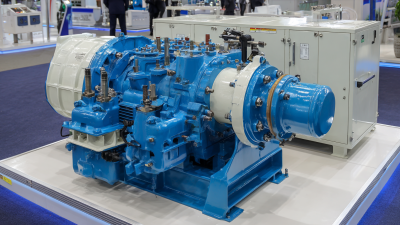
Sealless Pumps for a Safer and Greener World

Canned motor pumps have emerged as a pivotal solution for efficient fluid transfer across various industries, driven by their unique design and operational advantages. According to a recent market analysis by Research and Markets, the global canned motor pump market is expected to grow significantly, with a projected compound annual growth rate (CAGR) of over 5% from 2023 to 2028. This growth underscores the increasing demand for reliable and efficient fluid handling solutions in sectors such as oil and gas, chemical processing, and water management.
One of the most compelling benefits of canned motor pumps is their ability to minimize maintenance costs and downtime. The enclosed structure of a canned motor pump significantly reduces the risk of leaks and contamination, making them ideal for handling hazardous and volatile fluids. Furthermore, the U.S. Department of Energy has reported that efficient pump systems contribute to significant energy savings, estimating that upgrading to energy-efficient pumps can cut energy consumption by up to 20%. As industries seek sustainable solutions amidst rising energy costs and tightening regulations, the adoption of canned motor pumps represents a strategic alignment with operational efficiency and environmental responsibility.

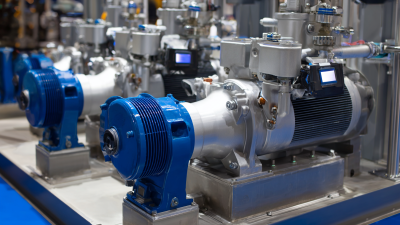
Canned motor pumps offer several advantages that make them an ideal choice for fluid transfer applications. One of the primary benefits is their inherent leak-free design. Unlike traditional pumps that utilize mechanical seals, canned motor pumps integrate the motor and pump into a single unit, eliminating the risk of leakage. This feature ensures the safe handling of hazardous or valuable fluids, making it suitable for industries such as chemicals, pharmaceuticals, and food processing.
 Another significant advantage of canned motor pumps is their compact design. This allows for easy installation in tight spaces where conventional pumps may not fit. The compact nature of these pumps also contributes to reduced system weight and lower installation costs. Additionally, canned motor pumps are known for their quiet operation, which is crucial in environments where noise reduction is a priority. Their efficient hydraulic design provides high performance, leading to energy savings and a longer service life. Overall, the reliability and efficiency of canned motor pumps make them an excellent choice for various fluid transfer applications.
Another significant advantage of canned motor pumps is their compact design. This allows for easy installation in tight spaces where conventional pumps may not fit. The compact nature of these pumps also contributes to reduced system weight and lower installation costs. Additionally, canned motor pumps are known for their quiet operation, which is crucial in environments where noise reduction is a priority. Their efficient hydraulic design provides high performance, leading to energy savings and a longer service life. Overall, the reliability and efficiency of canned motor pumps make them an excellent choice for various fluid transfer applications.
 Canned motor pumps are becoming increasingly popular due to their enhanced safety features, offering significant advantages for fluid transfer applications. One major benefit is the complete encapsulation of the motor. This design prevents any leakage of fluids, which not only protects the environment but also reduces the risk of hazardous exposure to workers. Additionally, the sealed system minimizes the possibility of motor overheating, thus increasing operational reliability.
Canned motor pumps are becoming increasingly popular due to their enhanced safety features, offering significant advantages for fluid transfer applications. One major benefit is the complete encapsulation of the motor. This design prevents any leakage of fluids, which not only protects the environment but also reduces the risk of hazardous exposure to workers. Additionally, the sealed system minimizes the possibility of motor overheating, thus increasing operational reliability.
When using canned motor pumps, it’s essential to ensure proper installation and maintenance to maximize safety. Regular inspections can help detect any potential issues before they escalate, and it’s advisable to establish a routine maintenance schedule. Always reference the manufacturer’s guidelines for specific safety protocols, including recommended operating pressures and limits.
Another useful tip is to familiarize yourself with emergency shut-off procedures. In case of any irregularities during operation, knowing how to quickly and safely stop the pump will enhance overall safety. Training employees on these protocols can further ensure a secure working environment when using canned motor pumps for fluid transfer.
Canned motor pumps are increasingly recognized for their impressive energy efficiency, which directly contributes to reducing operational costs. Unlike traditional pumps, canned motor pumps are designed with a hermetically sealed structure that minimizes leakage and energy loss. This unique design allows them to operate more effectively, making them an ideal choice for industries where efficiency is paramount. By utilizing a canned motor pump, businesses can frequently lower energy consumption, leading to significant cost savings over time.
Tips for maximizing energy efficiency with canned motor pumps include selecting the right size pump for your application. Oversized pumps can lead to wasted energy and increased operational expenses. Additionally, regular maintenance is crucial; ensuring that the pump components are clean and functioning optimally can further enhance the pump’s efficiency. Consider conducting periodic performance assessments to identify any potential issues that may arise, enabling you to make timely adjustments.
By focusing on energy efficiency, businesses not only enjoy reduced operational costs but also contribute to sustainability efforts. Choosing canned motor pumps helps organizations align their operations with environmentally friendly practices while also promoting substantial savings.
| Benefit | Description | Energy Efficiency (%) | Estimated Cost Savings ($/year) | Maintenance Frequency (months) |
|---|---|---|---|---|
| High Efficiency | Offers higher efficiency compared to traditional pumps. | 20% | $1,500 | 12 |
| Reduced Noise | Significantly quieter operation aids in reducing workplace noise pollution. | N/A | N/A | 24 |
| Lower Leakage Risk | Design minimizes the risk of fluid leakage. | N/A | $2,000 | 18 |
| Compact Design | Space-saving design for easier installation and maintenance. | N/A | N/A | 36 |
| Longer Life Span | Extended operational life reduces replacement frequency. | N/A | $1,200 | 24 |
Canned motor pumps are increasingly gaining popularity due to their unique design that simplifies maintenance. One of the standout features of these pumps is the absence of a traditional mechanical seal, which eliminates one of the most common failure points in pump systems. This sealed design not only enhances reliability but also requires less frequent maintenance interventions. Operators can spend less time worrying about leaks and more time focusing on efficiency and productivity.
**Tip: Regularly inspect the motor's cooling system to ensure optimal performance.** Maintaining the proper operating temperature is crucial for extending the lifespan of your canned motor pump. If the cooling system is neglected, it could lead to overheating and premature failure of the pump.
Another significant maintenance advantage of canned motor pumps is their compact and integrated construction. This enables easier installation and access to the pump for maintenance tasks. With fewer components to check and maintain, operators can streamline their maintenance schedules, making it more manageable and cost-effective.
**Tip: Create a routine maintenance checklist that includes checking for vibrations and unusual noises.** These early indicators can help you catch potential issues before they escalate, keeping your operations running smoothly and avoiding unexpected downtimes.
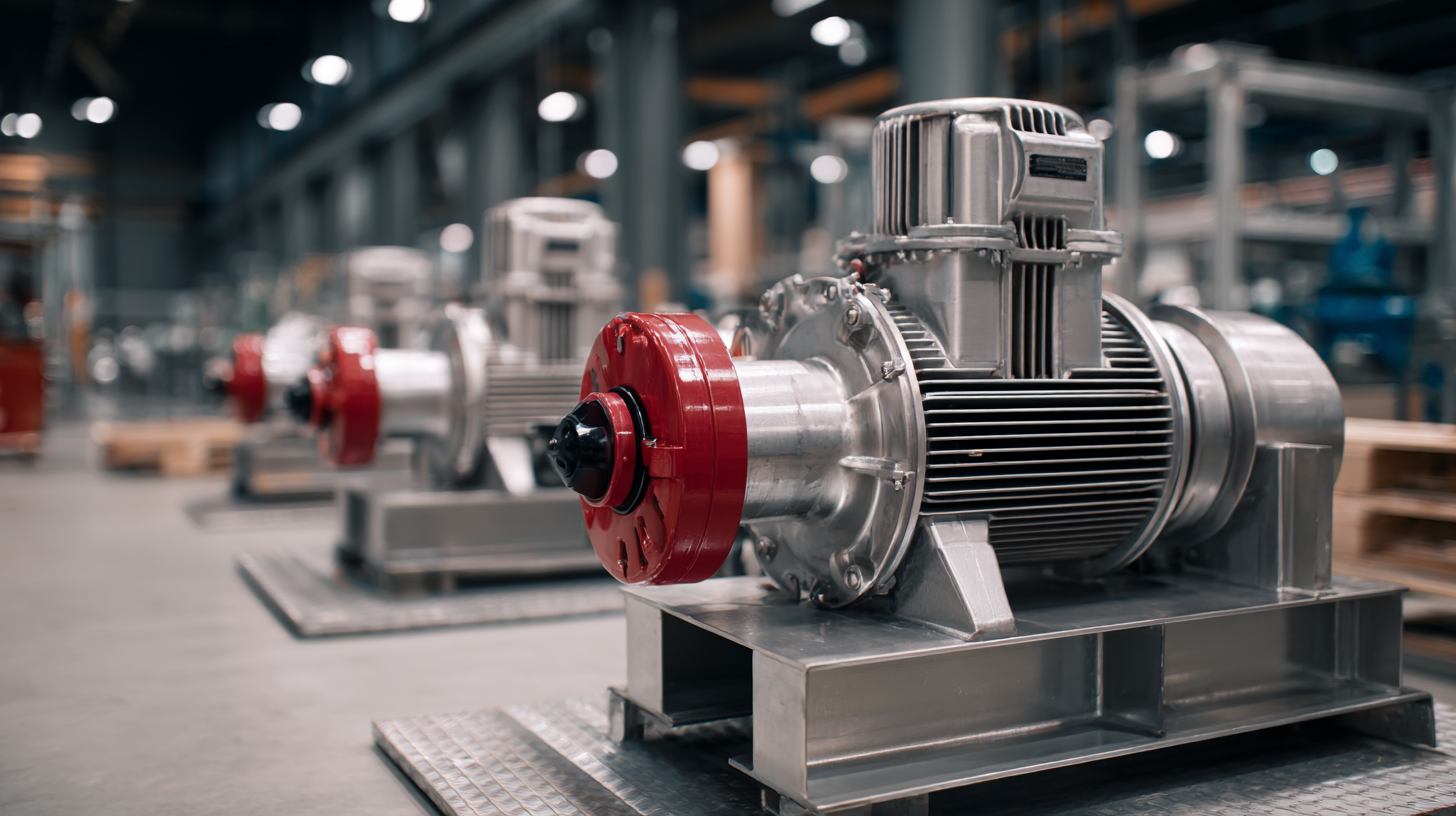
Canned motor pumps are increasingly recognized for their versatility in efficiently transferring a wide range of fluids across various industries. One of the significant advantages of these pumps is their ability to handle not only water and oils but also aggressive chemicals, slurries, and high-viscosity fluids. This adaptability makes them invaluable in sectors such as pharmaceuticals, food and beverage, and petrochemicals, where specific fluid properties and safe handling are paramount.
Moreover, the design of canned motor pumps allows for seamless integration into existing systems, reducing the need for extensive modifications. Their compact size and engineered efficiency enable them to operate effectively in constrained spaces while minimizing energy consumption. With their robust construction, these pumps also offer a high level of reliability and reduced maintenance needs, further enhancing their appeal across various operational environments. This versatility and efficiency make canned motor pumps a preferred choice for businesses striving for optimal fluid transfer solutions.