Sealless Pumps for a Safer and Greener World

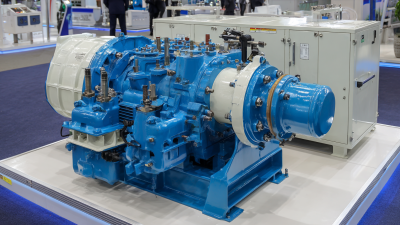
A canned motor pump is a unique type of pump used in various industrial applications. Unlike traditional pumps, it has a motor enclosed within a sealed can. This design eliminates the need for shaft seals, reducing the risk of leaks. The canned motor pump effectively handles fluids, making it essential in sectors like chemicals and pharmaceuticals.
In this system, the motor and pump are combined. This innovation is not without its challenges. Sometimes, the pump may not achieve expected efficiencies. Users must consider the fluid characteristics. These factors significantly impact performance and longevity.
Understanding how a canned motor pump functions involves exploring its components and working principles. Its compact design saves space but may limit customization. Despite these potential downsides, many industries rely on this technology for its reliability and efficiency. Making informed decisions about its use can enhance operational effectiveness.
Canned motor pumps are specialized devices designed for various industrial applications. The motor and pump form a single, sealed unit. This design eliminates the need for seals, reducing the risk of leaks. According to recent industry reports, these pumps can achieve efficiency rates up to 85%. This makes them a preferred choice in many sectors.
Understanding canned motor pumps involves grasping their fundamental operation. They are typically used in corrosive or hazardous environments. For instance, chemical processes often rely on these pumps. The lack of external seals decreases contamination risk. Yet, the needs for maintenance and troubleshooting can complicate usage. Observing the operational limits is crucial. Many users report challenges related to overheating and wear over time.
Data shows that global canned motor pump market growth is projected at 4% annually. This reflects rising demand in various fields, such as water treatment and chemical processing. However, engineers must consider installation conditions carefully. Adequate cooling and ventilation are often essential. Flaws in these areas can lead to premature failure. Understanding and addressing these aspects is vital for maximizing performance.
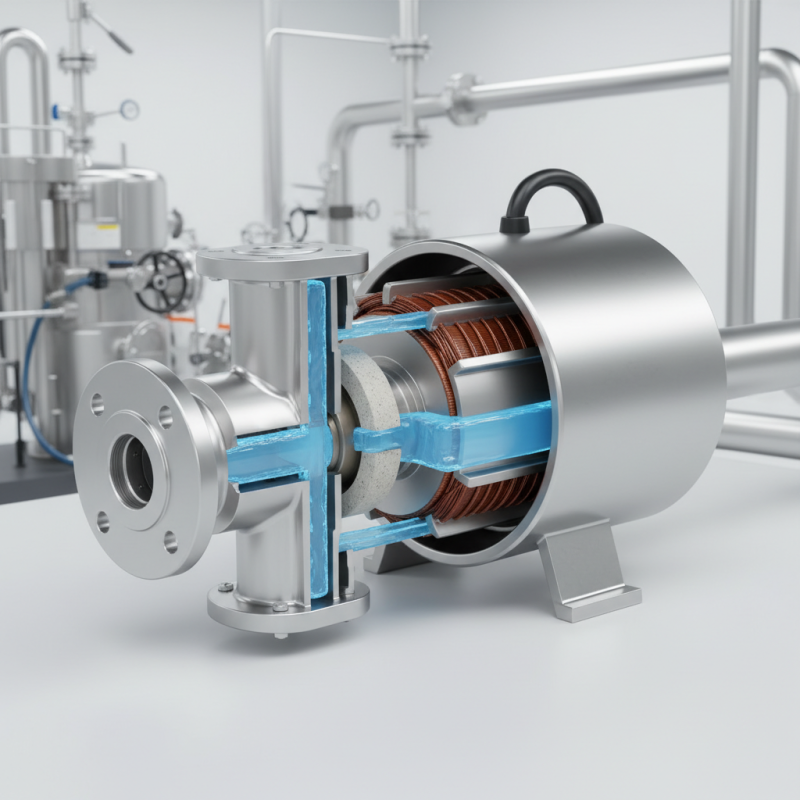
Canned motor pumps are unique devices that integrate the motor and pump into a single unit. The main components include the canned motor, the impeller, and the mechanical seal. These parts work together to create efficient fluid movement, especially in industries such as chemicals and pharmaceuticals.
The canned motor houses the rotor, which spins and generates power. This rotor is enclosed by a can, usually made of metal. It prevents leakage and enhances safety. The impeller, connected to the rotor, moves the fluid. Additionally, mechanical seals minimize the risk of fluid escape. These components ensure high efficiency and longevity, often exceeding operational lifetimes of traditional pumps by a significant margin.
**Tip:** Regular maintenance of these components is crucial for optimal performance. Lack of care can lead to unexpected failures.
Data from industry reports suggest that canned motor pumps can achieve efficiencies up to 85%. This efficiency translates to lower energy costs, making them environmentally friendly. However, they may be more complex to repair than traditional pumps. Users should weigh the benefits against potential challenges in maintenance.
**Tip:** Always consult with a technician if performance drops. Ignoring early signs can lead to costly repairs.
| Component | Function | Material | Typical Applications |
|---|---|---|---|
| Canned Motor | Provides rotational energy to the pump without any external shaft | Stainless Steel | Chemical processing, water treatment |
| Impeller | Creates flow and pressure within the pump | Plastic or Metal | Cooling systems, HVAC |
| Volute | Houses the impeller and guides the fluid to the outlet | Cast Iron or Composite | Food and beverage industry |
| Motor Stator | Supports the motor coils and provides electromagnetic fields | Electrical Steel | Pharmaceutical manufacturing |
| Bearing System | Reduces friction and supports rotating components | Ceramic or Steel | High precision applications |
Canned motor pumps are a unique type of pump that combines the pump and motor into a single unit. The design prevents leakage, making them ideal for handling hazardous liquids. This integration creates a compact system, but it also raises some operational challenges that need consideration.
In operation, the canned motor itself rotates to drive the impeller. The impeller then moves the liquid through the pump. The motor is enclosed within a canister filled with the same liquid being pumped. This allows for efficient heat transfer but can also lead to overheating if not managed properly. Operators must monitor the temperature closely.
Maintenance can be tricky. Canned motor pumps require careful inspection due to their enclosed nature. If a failure occurs, it often means complete disassembly to diagnose. This can lead to extended downtime, a critical concern for many industries. Users must weigh the benefits of their compact design against potential repair challenges.
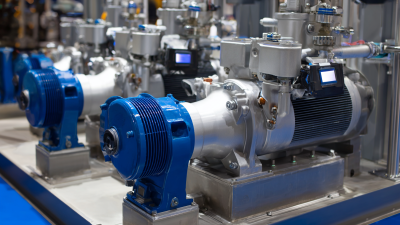
Canned motor pumps offer many advantages in various applications. These pumps are sealed units, minimizing leakage risks. This design makes them perfect for handling toxic or hazardous fluids. The lack of mechanical seals reduces maintenance needs. Moreover, they operate quietly compared to traditional pumps.
Industries such as chemical processing and power generation frequently use canned motor pumps. Their ability to run efficiently under varying pressures makes them highly versatile. For instance, they can handle both low and high temperatures. However, users should consider the cost of installation. Canned motor pumps typically come with a higher upfront investment compared to other types.
Despite the benefits, there can be downsides. They may not be suitable for all fluid types. Some users express concern over the heat generated during operation. This can affect performance and longevity. Regular monitoring is essential to ensure they function optimally over time.
Canned motor pumps are unique in their design and efficiency. They provide a sealed pumping solution, minimizing leaks and improving reliability. However, like any equipment, they require careful maintenance for optimal performance. Regular checks are vital to prevent issues before they arise.
Inspect the motor's condition frequently. Look for any signs of wear on the components. Lubrication should be performed as necessary. Pay attention to the alignment and vibrations during operation. Any unusual noise might indicate a problem that needs immediate attention.
The environment around the pump can affect its lifespan. Dust and dirt accumulation can cause overheating and wear. Cleaning the pump area is essential. Operators should ensure that the cooling needs are met and that airflow remains unobstructed. Failure to maintain these aspects can lead to significant downtime. Reflecting on maintenance practices can reveal areas for improvement in efficiency and longevity.