Sealless Pumps for a Safer and Greener World

In the world of fluid handling, "sealless pumps" represent a significant advancement. These innovative devices eliminate traditional seals, which are often points of failure. According to Dr. Jane Thompson, a leading expert in pump technology, "Sealless pumps offer unmatched reliability in critical applications." This statement underscores their importance in industries where leakage could lead to serious consequences.
Sealless pumps function without seals, minimizing maintenance. They reduce the risk of leaks, enhancing safety and efficiency. Many users praise their ability to handle volatile fluids, showcasing versatility. For manufacturers, this means less downtime and lower operational costs. However, some still question their suitability for all applications, highlighting the need for careful consideration.
Despite these concerns, the benefits of sealless pumps are compelling. Their design allows for smooth operation and long life. Yet, buyers must evaluate specific needs before making a decision. Adopting sealless technology could lead to significant improvements, but it’s essential to weigh both advantages and limitations.

Sealless pumps are innovative devices that operate without traditional mechanical seals. This design dramatically reduces the risk of leaks and failures. Instead of seals, these pumps use magnetic drive technology. The impeller is driven magnetically, allowing for a seamless flow of liquids. This unique mechanism ensures that materials do not come into contact with external environments.
These pumps are particularly effective in handling hazardous or corrosive fluids. Buyers benefit from lower maintenance costs. With no seals to wear out, these pumps have extended service lives. Additionally, the risk of environmental contamination is minimized. However, it's essential to recognize the higher initial investment. In some applications, the lower efficiency compared to sealed pumps may concern users. Choosing the right pump requires careful consideration of specific needs. Ultimately, understanding both the advantages and setbacks is crucial for making an informed decision.
Sealless pumps are designed without traditional mechanical seals. This design eliminates many common issues found in standard pumps. One significant advantage is the reduced risk of leaks. Without seals, there is less chance of fluid escaping, which can protect the environment and improve safety.
The main features of sealless pumps include magnetic drive technology. This allows the impeller to move the fluid without direct contact. As a result, these pumps have fewer wear points, leading to longer life. They also tend to be quieter during operation. Maintenance becomes simpler, since there are no seals to replace.
Yet, not every application suits a sealless pump. It's crucial to assess the specific needs of a project. Some users may find them less cost-effective upfront. Proper training for operators is essential, as these pumps operate differently than traditional ones. This learning curve can pose challenges initially. Nonetheless, their reliability and efficiency may outweigh these concerns over time.
Sealless pumps are becoming increasingly popular in industrial applications. They offer unique benefits that enhance operational efficiency. One major advantage is the elimination of mechanical seals. Traditional pumps with seals often face leakage issues. This can lead to product loss and environmental concerns. Sealless designs avoid these problems and provide a reliable solution.
Another significant benefit is reduced maintenance. Sealless pumps require less frequent servicing. This means lower downtime and cost savings for manufacturers. They are designed to handle a wide range of fluids, including corrosive and viscous materials. Their robust construction ensures durability in harsh environments.
However, users should consider specific application needs. While sealless pumps are efficient, they may not be suitable for all scenarios. Some high-pressure applications might still rely on conventional designs. Understanding these nuances can help in making informed decisions.
Sealless pumps are gaining attention for their cost-effectiveness. These pumps eliminate traditional seals, reducing maintenance needs significantly. A report from the Hydraulic Institute notes that sealless pumps can lead to a 30% decrease in operational costs over their lifetime. This is especially appealing for industries with tight budgets.
Maintenance can be a hidden cost in pump operation. According to a study by the American Society of Mechanical Engineers, seal-related failures account for up to 60% of pump downtime. By using sealless pumps, companies can lower these risks. This design minimizes leaks and allows for safer operation, which can resonate with buyers looking to improve workplace safety.
Investing in sealless pumps may seem daunting. Initial costs might be higher compared to traditional options. However, the long-term savings are often worth it. Data from the Department of Energy suggests that energy efficiency can exceed 20% when using sealless technology. These pumps reflect advancements aimed at boosting reliability and reducing unexpected repairs. While there can be hesitance, the long-term benefits generally outweigh initial concerns.
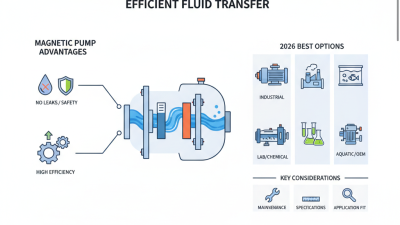
Sealless pumps are increasingly utilized in various industries due to their design that enhances reliability and efficiency. These pumps are widely employed in chemical processing, food and beverage production, and pharmaceuticals. Their unique design eliminates the need for seals, which can wear out or fail, leading to leaks and downtime. This is critical in environments where contamination is a concern.
In chemical processing, sealless pumps can handle aggressive fluids without the risk of leakage. They minimize maintenance costs and enhance safety. In the food and beverage sector, hygiene is paramount. Sealless pumps ensure the movement of liquids without tainting the product, maintaining strict quality standards. Additionally, in pharmaceuticals, these pumps avoid contamination, ensuring the purity of the final product.
While sealless pumps offer clear advantages, they may not be ideal for every situation. For instance, their cost can be higher upfront compared to traditional pumps. Some buyers may find it challenging to assess the right pump for their specific needs. It's essential to weigh these factors carefully when considering an investment in sealless technology.